智能設(shè)備有限公司")
深耕電阻焊自動化設(shè)備智造領(lǐng)域全自動焊接生產(chǎn)線解決方案定制廠商
 服務熱線:400-856-5786
服務熱線:400-856-5786






























-
")
-
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產(chǎn),,掌握中頻逆變直流,、中高壓電容儲能電阻焊等電阻焊設(shè)備核心技術(shù),,服務于汽車低壓電氣,、壓縮機,、家電,、五金,、電機制造等行業(yè),。
服務熱線:400-856-5786
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產(chǎn),,掌握中頻逆變直流,、中高壓電容儲能電阻焊等電阻焊設(shè)備核心技術(shù),,服務于汽車低壓電氣,、壓縮機,、家電,、五金,、電機制造等行業(yè),。
,創(chuàng)新與賦能,,推動民族品牌厚積薄發(fā)")
人民電器集團使用駿騰發(fā)公司生產(chǎn)的銅編織線自動焊接專機后,,有效的減少了人工,焊接穩(wěn)定,,實現(xiàn)了全自動化焊接方式,,加快了焊接效率,并且焊接效果非常好,。下面跟著小編一起來看看駿騰發(fā)公司為客戶策劃的整體方案吧,。

焊接對象描述:
1.1 產(chǎn)品名稱:軟連接;
1.2 產(chǎn)品材料及規(guī)格:4mm2銅編線;
1.3 焊接要求:銅編線卷料,,人工上料,;4股熔接,自動焊接,、拉線,、剪切、落料,;

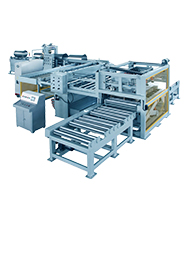
設(shè)備外觀及選型:(結(jié)構(gòu)簡圖見下)
上海駿騰發(fā)根據(jù)產(chǎn)品形狀及要求,,建議采用一臺MD-40中頻逆變焊接電源,人工裝卷料至上料架,,再將銅線裝入定位模具焊接,,由自動給放料裝置配合,焊接由上下電極,、左右夾緊定位機構(gòu)完成,,然后由伺服機械手,將工件拉伸進入剪切位置剪切,,剪切長度在一定的范圍內(nèi)可調(diào),。

機器主要結(jié)構(gòu):
2.1.1.機架:采用質(zhì)優(yōu)鋼板、型鋼經(jīng)焊接,、熱處理(去應力)和精機加工,,保證工件焊接時所需的剛性和精度要求。其中,,料架上料滾軸及電機不少于5個,。
2.1.2.加壓機構(gòu):采用φ125氣缸,,垂直加壓方式,;自潤襯套導向,保證電極的移動精度及隨動性,。
2.1.3.焊接電極工裝:除導電件外,,工作臺面以上工裝夾具(包括臺面)均采用不銹鋼材料制作,上下電極座采用鍛打紫銅導電,,采用鎢塊狀電極,,夾緊銅板固定在電極座上,可快速更換,,裝夾方便,。側(cè)擋塊材質(zhì)采用KCF材料,楔形機構(gòu)夾緊方式,。電極焊接部分和輔助電極分開,,便于維護和更換。更換產(chǎn)品時,需人工更換相應電極及定位件,。

2.1.4.銅線剪切系統(tǒng):銅線剪切由氣缸剪切完成,,剪切壓力可以調(diào)整;焊接銅線長度由伺服驅(qū)動控制,,通過觸摸屏設(shè)置參數(shù)調(diào)整,,調(diào)整方便快捷,可調(diào)范圍為30mm~200mm,。
")
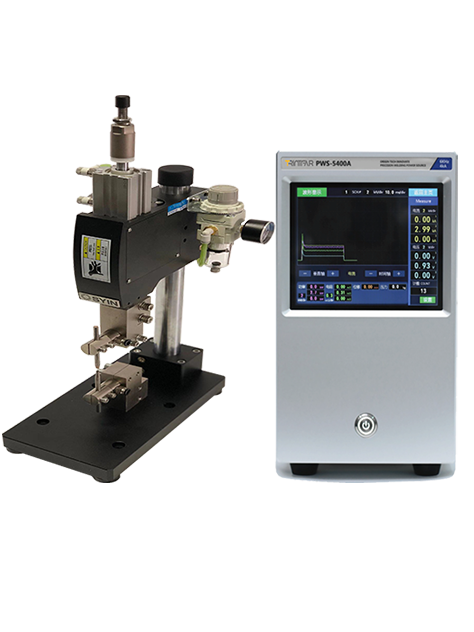
2.1.5.中頻逆變直流電源:
采用1套MD-40中頻逆變直流焊接電源,。
整個焊接系統(tǒng)由控制器、中頻變壓器,、焊接回路,、加壓機構(gòu)、工件組成,。其中控制器又包含多個部分,,有電源驅(qū)動、整流部分,、電容板,、IGBT、以及中心控制部分,。
中頻變壓器采用進口質(zhì)優(yōu)鐵芯,,變壓器體積小重量輕,變壓器頻率為1000 Hz,,采用進口二極管整流,,質(zhì)量穩(wěn)定可靠,把交流轉(zhuǎn)變?yōu)橹绷魈峁┖附邮鼓芰繐p失小,,可以省更多的能源,,降低焊接成本。
主要特點:
輸出電源頻率:1KHZ,,時間精度為 ms 級,;
可編程最多15/31套焊接規(guī)范,固定點模式15套,,機器人模式31套,;
三段加熱過程:預熱、焊接,、回火,;其中焊接段中可以自己定義遞增和遞減段;
可編程輸出I/O口:可編程3段輸出,,更好地與PLC,、機器人等適配,;
具有焊點計數(shù)功能。
主要程序動作:
打開電源開關(guān),,打開氣源和冷卻水,,將整圈銅編線放于支架上,手動將銅編線穿過張緊裝置至焊接位置,,一端至彈簧夾緊機構(gòu)夾緊,,以上準備工作完成后,然后按啟動開關(guān),,則焊機自動按以下程序工作:
①成型側(cè)定型氣缸動作,,將銅編線成型寬度定位;
②焊接氣缸下壓,,銅編線壓緊后自動放電進行焊接,;
③焊接完成后焊接氣缸上升復位;
④焊接氣缸復位同時,,側(cè)定型氣缸縮回復位,;
⑤伺服電機動作,將銅編線夾持手指送至銅編線端部,;
⑥夾持手指動作后,,將銅編線端夾住,同時伺服電機動作,,,,將銅編線拉至切線口工位;
⑦上下剪切氣缸同時動作,,將銅編線切斷,;
⑧剪切氣缸復位,同時伺服電機動作,,將已切斷的銅編線關(guān)至卸料位置,;
⑨氣動手指松開,成品工件落入接料器,;
⑩以上動作程序不斷循回動作,,直至完成整圈銅編線,。
駿騰發(fā)智能設(shè)備有限公司是一家集科研,、開發(fā)、制造,、銷售于一體的電阻焊點焊機自動化焊接裝備高新技術(shù)企業(yè),。研發(fā)團隊一對一提供非標自動焊機開發(fā)及定制,為客戶提供智能科學的焊接解決方案,?!膀E馬奔騰,,厚積薄發(fā)” 駿騰發(fā),值得信賴的電阻焊自動化設(shè)備品牌,。
【本文標簽】 駿騰發(fā) 銅編織線自動焊接專機
【責任編輯】駿騰發(fā)
丨人民電器集團銅編織線自動焊接專機采購案例")
人民電器集團使用駿騰發(fā)公司生產(chǎn)的銅編織線自動焊接專機后,,有效的減少了人工,焊接穩(wěn)... 【詳情+】



線")


 滬公網(wǎng)安備 31011702008149號
滬公網(wǎng)安備 31011702008149號