深耕電阻焊自動化設(shè)備智造領(lǐng)域全自動焊接生產(chǎn)線解決方案定制廠商
 服務(wù)熱線:400-856-5786
服務(wù)熱線:400-856-5786






























-
")
-
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產(chǎn),,掌握中頻逆變直流、中高壓電容儲能電阻焊等電阻焊設(shè)備核心技術(shù),,服務(wù)于汽車低壓電氣,、壓縮機、家電,、五金,、電機制造等行業(yè)。
智能設(shè)備有限公司")
服務(wù)熱線:400-856-5786
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產(chǎn),,掌握中頻逆變直流、中高壓電容儲能電阻焊等電阻焊設(shè)備核心技術(shù),,服務(wù)于汽車低壓電氣,、壓縮機、家電,、五金,、電機制造等行業(yè)。
縫焊機,適合薄板滾焊縫焊")



中頻逆變縫滾焊接機的焊縫由一個焊點組成,,按核心熔化重疊不同,,分為滾點焊或氣密縫焊。組成的各個焊點的形成過程,,與點焊一樣存在加壓,、加熱熔化和冷卻結(jié)晶三個階段,但又與點焊有較大的區(qū)別,。因為不可避免地存在分流現(xiàn)象,,使焊接區(qū)電流場和熱場的分布有自己的特點;而傳遞壓力,、通電加熱的滾盤不斷轉(zhuǎn)動變換焊接位置,,使電流場、熱場的分布及熔化區(qū)結(jié)晶特點均與變換位置的速度有關(guān),。
短路電流
電流:20~160KA
行業(yè)應(yīng)用:
油桶,、罐頭罐、暖氣片,、飛機和汽車油箱,、火箭,、導(dǎo)彈中密封容器的薄板焊接
400-856-5786
品生產(chǎn)視頻")





訂購服務(wù)熱線")
品介紹")
品介紹")
品特點")
8.更快達至設(shè)定電流
中頻在調(diào)節(jié)焊接電流時可比傳統(tǒng)技術(shù)快20倍。

按滾輪轉(zhuǎn)動不同,,滾焊可分為連續(xù)滾焊,、斷續(xù)滾焊和步進滾焊


400電話")

線")


1.確保產(chǎn)品焊接品質(zhì)和強度
2.提高效率,,安全穩(wěn)定
3.可生產(chǎn)多種規(guī)格產(chǎn)品
4.方便操作

根據(jù)客戶所提要求,,公司研發(fā)部、工藝部,、銷售部共同召開了新項目研發(fā)會議,,一起探討了工藝、結(jié)構(gòu),、
配置等關(guān)鍵問題,,并做出了相應(yīng)的解決方案。
1.樣件打樣測試:工程師以現(xiàn)有的中頻縫焊機打樣測試,,并做好了相關(guān)測試,,確定好基本焊接參數(shù)
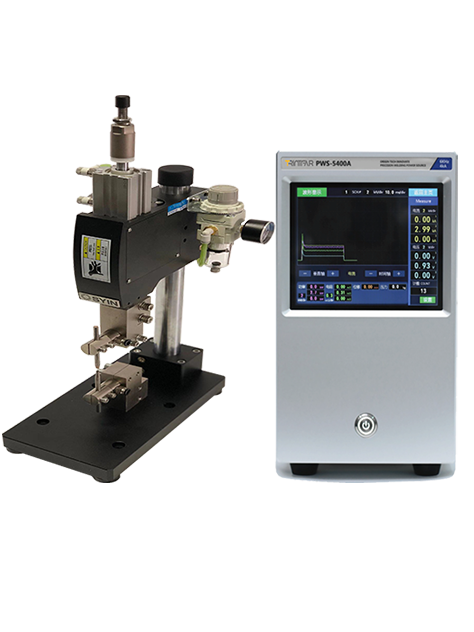
2.設(shè)備選型:1KHZ的輸出電源頻率,時間精度為ms級,, 降低成本;
3.設(shè)備穩(wěn)定性: 核心部件都是進口配置
4.設(shè)備性能特點:
1)自動化程度高: 節(jié)約人力,,減少安全事故;提高效率
2)生產(chǎn)多種規(guī)格產(chǎn)品:根據(jù)需求可以生產(chǎn)2種規(guī)格內(nèi)膽,; 產(chǎn)品多樣性
3)節(jié)省能量:同使用工頻焊機比較可減少電能的消耗,,節(jié)能50%以上;
4)故障自診斷功能:出現(xiàn)故障可自動停機并報警,,并在操作界面顯示故障提示,;
5)人性化控制:
大屏顯示,操作簡便,,有自動,、手動、半自動多種控制模式,;方便操作
6)精準快速的電流控制:與工頻系統(tǒng)相比能更多,、更準確的分析參數(shù)。 提高產(chǎn)品質(zhì)量

在確定設(shè)備技術(shù)協(xié)議,、簽訂合同后,,駿騰發(fā)項目經(jīng)理第一時間開生產(chǎn)項目啟動會,確定了機械設(shè)計,、電氣設(shè)計,、機械加工、外購件,、裝配,、聯(lián)調(diào)時間節(jié)點和客戶來廠預(yù)驗收、整改,、總檢和交貨時間,,并通過ERP系統(tǒng)有序的排發(fā)各部門工單,、督促跟進各部門的工作進程。

我們專業(yè)的售后工程師在客戶現(xiàn)場1天的安裝調(diào)試和技術(shù),、操作、維護培訓(xùn),,設(shè)備已正常投入生產(chǎn)并全部達到了客戶的驗收標(biāo)準,。
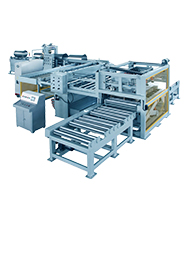
BS公司對蒸烤箱內(nèi)膽焊接生產(chǎn)線實際生產(chǎn)和焊接效果非常滿意,幫他們提高了生產(chǎn)效率,、節(jié)省了人工,、提高了 成品率、普通工人可操作,,得到了他們的充分肯定和好評,!
生產(chǎn)線生產(chǎn)步驟:內(nèi)膽側(cè)板是平板件由沖壓運輸過來---側(cè)板折U形---側(cè)板與頂板預(yù)點焊定位---側(cè)板與頂板兩直 邊縫焊---焊接組件漲形擴口---擴口后的焊接組件與內(nèi)膽后板預(yù)點焊---內(nèi)膽后板2長邊縫焊---內(nèi)膽后板2短邊縫焊 ---內(nèi)膽成品下線,;內(nèi)膽焊接牢固,,生產(chǎn)速度快,可24小時連續(xù)生產(chǎn),。
案例")

備展示")


熱線")
 汽車油箱滾焊
汽車油箱滾焊
 定子通風(fēng)槽板點焊
定子通風(fēng)槽板點焊
 壓縮機凸點焊
壓縮機凸點焊
 螺母點焊
螺母點焊
 煤氣表箱體凸焊
煤氣表箱體凸焊
 水泵葉片點焊
水泵葉片點焊
 汽車工件凸焊
汽車工件凸焊
 電機定子點焊
電機定子點焊
 空調(diào)壓縮機上蓋凸焊
空調(diào)壓縮機上蓋凸焊
 汽車門扣鎖點焊
汽車門扣鎖點焊
系我們")
丨西子電梯門板加強筋焊接專機案例")
丨人民電器集團銅編織線自動焊接專機采購案例")
丨上海飛潮公司金屬濾網(wǎng)專機采購案例")


線")
線")



 滬公網(wǎng)安備 31011702008149號
滬公網(wǎng)安備 31011702008149號