智能設備有限公司")
深耕電阻焊自動化設備智造領域全自動焊接生產線解決方案定制廠商
 服務熱線:400-856-5786
服務熱線:400-856-5786






























-
")
-
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產,,掌握中頻逆變直流,、中高壓電容儲能電阻焊等電阻焊設備核心技術,,服務于汽車低壓電氣、壓縮機,、家電,、五金,、電機制造等行業(yè),。
服務熱線:400-856-5786
駿騰發(fā)成立于1995年,,專注電阻焊點焊機自動化焊接裝備研發(fā)與生產,,掌握中頻逆變直流,、中高壓電容儲能電阻焊等電阻焊設備核心技術,,服務于汽車低壓電氣、壓縮機,、家電,、五金,、電機制造等行業(yè),。
,,創(chuàng)新與賦能,,推動民族品牌厚積薄發(fā)")
由于新鄉(xiāng)中匯公司的這位客戶之前使用的焊接產品焊接不穩(wěn)定,容易虛焊,。需要找一個靠譜的電阻焊設備廠家,,通過多家對比,最終選擇了駿騰發(fā)智能設備有限公司,。
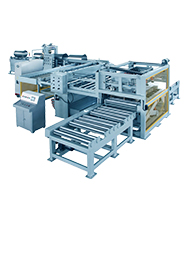
我們推薦采用一臺復合滾焊機(MF-40金屬濾網滾焊專機),,采用一套中頻FM-40 焊接電源,最大焊接電流 40KA,,通過更換上滾焊頭方向和下滾焊電極芯棒來實現(xiàn)筒狀濾網的直縫搭接滾焊和橫向濾網+內骨架的橫向滾焊的縱向焊接,,縱縫焊接>500mm 可選擇更換下電極芯棒和調節(jié)工裝完成焊接,縱向伺服最大行程可做到有效 600mm,。
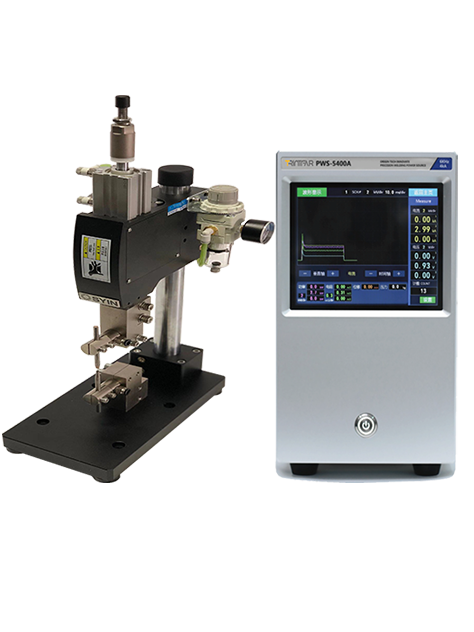
設備機構如下圖:

燒結粘縱向 焊接模式
此模式下下滾焊頭不旋轉,,上面伺服電機提供行走動力。
工作簡介:人工將卷圓后的燒結粘套入下芯軸電極,,掰手動閥,,輔助托料機構頂起托住下芯軸電極,踩住腳踏開關,,上氣缸伸出,,上滾焊頭壓住焊縫,伺服平移機構動作,,帶動上滾焊頭在焊縫上滾動縫焊,,縫焊完成后,上氣缸縮回,,輔助托料機構下降,,人工取出工件,。

濾筒和內骨架橫向 焊接模式
通過將上滾焊頭旋轉 90 度,伺服將上滾焊機構移動至特定位置,,下滾焊電極更換成電極輪來切換成橫向滾焊焊接模式,,此模式下橫移伺服電機不動作,由下滾焊頭的的驅動電機帶動下滾焊頭旋轉,,不同直徑的工件柯選擇更換下電極滾輪,。
工作流程:人工將骨架套入焊接完成的濾筒,掰手動閥,,輔助托料機構頂起托住工件,,踩住腳踏開關,上滾焊頭壓住焊縫,,下焊輪驅動電機啟動帶動焊輪旋轉焊接兩端橫向焊縫,,焊接完后,松開腳踏開關,,上焊輪上升,,驅動電機停止,焊接完成,。
最終上海駿騰發(fā)公司解決了客戶產品焊接牢固的問題,,還解決了因為多產品無法兼容的問題,并提高了焊接效率,。
駿騰發(fā)智能設備有限公司是一家集科研,、開發(fā)、制造,、銷售于一體的電阻焊點焊機自動化焊接裝備高新技術企業(yè),。研發(fā)團隊一對一提供非標自動焊機開發(fā)及定制,為客戶提供智能科學的焊接解決方案,?!膀E馬奔騰,厚積薄發(fā)” 駿騰發(fā),,值得信賴的電阻焊自動化設備品牌,。
丨上海飛潮公司金屬濾網專機采購案例")
飛潮公司的這位客戶需要采購一款金屬濾網專機,,需要設備是立式單機,要滿足能夠人工上... 【詳情+】
丨新鄉(xiāng)中匯公司MF-40金屬濾網滾焊專機采購案例")
由于新鄉(xiāng)中匯公司的這位客戶之前使用的焊接產品焊接不穩(wěn)定,,容易虛焊,。需要找一個靠譜... 【詳情+】






 滬公網安備 31011702008149號
滬公網安備 31011702008149號